
加工板设备,无心车床和无心磨床,车床加工,拉丝设备,五轴加工中心,精锻机,热处理退火炉

宝鸡市盛达兴金属材料有限公司专业化钛材生产加工企业,公司始终瞄准国际钛市场的最前沿领域,深入研究钛材的新技术、新工艺和新兴市场,不断谋求更大的发展,适时制定了“十一五”规划:到2010年,计划实现钛材年产销量100-200吨,主营业务收入2000万—3000万元,形成 “熔铸、锻造、板材、无缝管、焊管、棒丝材、精密铸造”七大生产系统和“实验、信息、研发”三个专业化中心,产品品质国际化的国际知名企业。随着本次发行募集资金投资项目的实施和上述发展战略的逐步贯彻落实,公司未来几年有望继续呈现持续稳定增长的态势。

无心车床和无心磨床
无心研削法它是由磨削砂轮,调整轮和工件支架三个机构构成,其中磨削砂轮实际担任磨削的工作,调整轮控制工件的旋转,并使工件发生进刀速度,至于工件支架乃在磨削时支撑工件,这三种机件可有数种配合的方法,但停止研磨除外,原理上都相同。
无心磨床于250毫米的砂轮则装在主轴中部,砂轮最大宽度可达900毫米。砂轮高速旋转进行磨削,
导轮以较慢速度同向旋转,带动工件旋转作圆周进给。无心磨床贯穿磨削时,通过调整导轮轴线的微小倾斜角来实现轴向进给,无心磨床适于磨削细长圆柱形工件、无中心孔的短轴和套类工件等。
在切入无心磨床磨削时,通过导轮架或砂轮架的移动来实现径向进给,无心磨床适于磨削带轴肩或凸台的工件,以及圆锥体、球体或其他素线是曲线的工件。无心磨床的生产率较高,加上各种上下料装置后易于实现自动化,大多用于大量生产,可由不很熟练的工人操作。无心磨床磨削精度一般为:圆度2微米,尺寸精度4微米,高精度无心磨床可分别达到0.5微米和2微米。此外还有无心内圆磨床和无心螺纹磨床等。
无心磨床能自动修整和自动补偿。无心磨床导轮进给导轨为双V型滚针导轮,采用伺服电机进给,能与砂轮修整相互补偿。无心磨床机床配有自动上下料机构,能进行自动循环磨削。
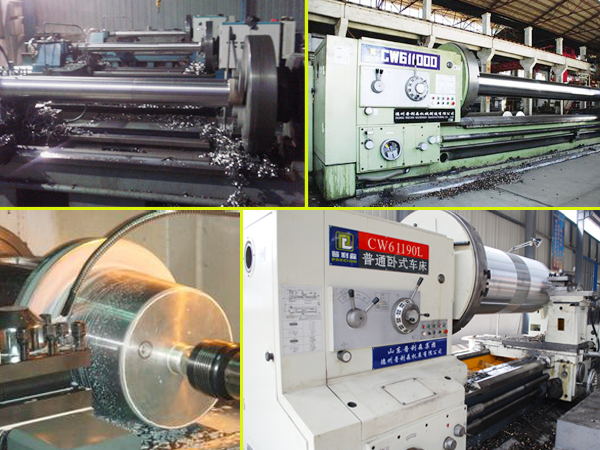
车床加工
车床加工是机械加工的一部份,主要有两种加工形式:一种是把车刀固定,加工旋转中未成形的工件,另一种是将工件固定,通过工件的高速旋转,车刀(刀架)的横向和纵向移动进行精度加工。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床加工。

拉丝设备
二、机械加工表面处理:拉丝是采用拉丝的布条往复运动,在工件表面来回摩擦使工件表面光洁度提高的一种方法,表面的纹理呈直线状。可以提高表面质量,遮掩表面轻微划痕。
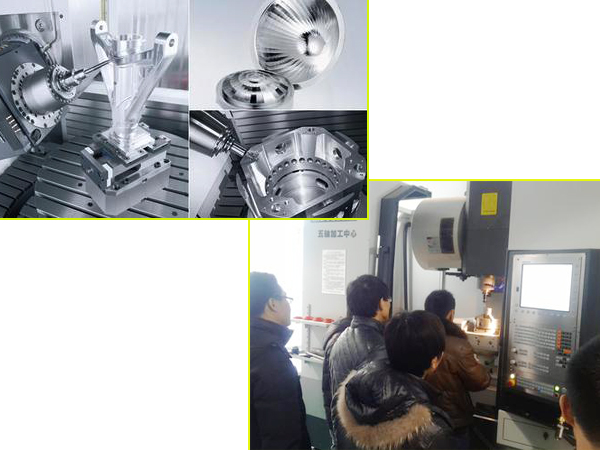
五轴加工中心
五轴加工(5 Axis Machining),数控机床加工的一种模式。
根据ISO的规定,在描述数控机床的运动时,采用右手直角坐标系;其中平行于主轴的坐标轴定义为z轴,绕x、y、z轴的旋转坐标分别为A、B、C。各坐标轴的运动可由工作台,也可以由刀具的运动来实现,但方向均以刀具相对于工件的运动方向来定义。通常五轴联动是指x、y、z、A、B、C中任意5个坐标的线性插补运动。
换言之,五轴,指x、y、z三个移动轴加任意两个旋转轴。相对于常见的三轴(x、y、z三个自由度)加工而言,五轴加工是指加工几何形状比较复杂的零件时,需要加工刀具能够在五个自由度上进行定位和连接。
五轴加工所采用的机床通常称为五轴机床或五轴加工中心。五轴加工常用于航天领域,加工具有自由曲面的机体零部件、涡轮机零部件和叶轮等。五轴机床可以不改变工件在机床上的位置而对工件的不同侧面进行加工,可大大提高棱柱形零件的加工效率。

精锻机
一种快速精密锻压设备,由几个对称锤头对金属坯料进行高频率锻打的短冲程压力机。锤头有两种运动:①由电动机传动偏心轴带动连杆使锤头往复运动,进行锻打;②调节机构通过偏心套调节连杆的位置,改变锤头的开口尺寸,以获得不同的锻压尺寸。锻压时坯料由操作机的夹头送入锻压箱进行往复锻压。装料、卸料和输送都在控制室由人工或自动控制。第一台小型立式精锻机是1948年在奥地利GF□公司制成的。经过不断改进,精锻机逐渐大型化、系列化。精锻机每个锤头的锻压力为15~2500吨,每分钟打击2000~125次。可锻坯料直径为 20~850mm。精锻机由手动、半自动发展到自动控制,70年代又发展到用计算机控制。精锻机有立式和卧式两种类型,立式精锻机在锻压直径和长度上都受到很大限制,实现自动控制比较困难。
精锻机主要由锻压箱、齿轮箱、A夹头、B夹头、锤头调节装置、输送辊道、倾翻装置以及电气、液压、压缩空气、冷却水等系统组成。
精锻机每分钟锤击次数比快锻液压机高一倍,由于锤击次数高,坯料形变产生的热量可抵偿坯料散失到环境中的热量,因此加工过程中温度变化较小。这对加工温度范围窄的高合金钢、钛合金或难变形合金的生产非常合适,保证了产品质量。在一次加热中坯料总变形率的增加,也就提高了生产率和成材率。数控锻压能保证产品有更高的精度,尺寸公差达±1mm,减少了后续工序的加工余量。但如果锻压的工件较长,热处理时容易变形,需进行矫正。世界上有许多国家在冶金、机械制造、国防工业上采用了精锻机来生产合金结构钢、高强度合金钢、钛合金和难变形合金的产品。用不同型号的精锻机分别将钢锭或钢坯锻成圆形、方形、矩形截面的棒材或锻成旋转对称轴、实心轴和空心阶梯轴、锥度轴、厚壁管、炮管等。有的国家为了扩大产品范围,采用了液压锻压机和精锻机联合作业,也有采用大小精锻机联合作业的。70年代以来,精锻工艺又发展为精锻-轧制工艺,并创造了精锻-轧机组,它由一台多锤头的连续式精锻机后带若干架轧机组成,主要用在合金钢厂生产小型棒材。

热处理退火炉

